
Аннотация
Рассматривается возможность использования в промышленности бромисто-литиевых абсорбционных тепловых насосов для утилизации низкопотенциальных тепловых вторичных энергоресурсов, обеспечивающая 40 % снижение потребления тепловой энергии от теплогенерирующих источников.
Annotation
The possibility of usage of Absorption Heat Pumps worked on LiBr solution in Industry for utilization of low potential secondary thermal energy resources is considered in this article. Such measures ensure the 40 % reduction of heat energy consumption from the heat-generating sources.
Абсорбционные тепловые насосы в теплоэнергетических системах промышленных предприятий для снижения энергетических и финансовых затрат
В. Н. Романюк, докт. техн. наук,
А. А. Бобич, Д. Б. Муслина, магистры техн. наук,
Н. А. Коломыцкая, магистр экон. наук,
Т. В. Бубырь, студент, Белорусский национальный технический университет, РУП «БЕЛТЭИ»,
С. В. Мальков, директор ЗАО «Сервис тепло и хладооборудования»
Решение актуальных сегодня задач модернизации производства для перехода на новые технологии с целью повышения качества продукции, её конкурентоспособности неразрывно связано с совершенствованием энергообеспечения технологических процессов как новых, так и действующих. К сожалению, нередко приходится слышать от практиков на предприятиях: «У нас установлена современная западная технология, ничего лучшего нет и снизить энергетическую составляющую невозможно». В то же время энергообеспечение этой технологии, как правило, действительно передовой, организовано на устаревших принципах. Причины — в ошибках на стадии технического задания, разобщённости технологов и энергетиков, а также слабая информированность этих специалистов в вопросах современного энергообеспечения теплотехнологий.
Общие сведения
Известно, что энергетически идеальное теплотехнологическое предприятие не должно потреблять электроэнергию, произведённую комбинированным способом на своём тепловом потреблении [1]. В контексте этого тезиса, в правильности которого в настоящее время всех убедила экономика (сегодня многие предприятия вынуждено перешли к современному комбинированному энергообеспечению производственного процесса), находится и требование к вытеснению неоправданного потребления электроэнергии. Это и экономическая целесообразность перехода от электрического к непосредственно механическому приводу. И замена установок, требующих использования дорогих видов энергии (электрической, механической) альтернативными, потребляющими тепловую энергию, которая может быть значительно дешевле.
К таким технологиям относятся использующие абсорбционные процессы, на основе которых могут работать установки обратного цикла: холодильные машины и тепловые насосы. Первые более известны благодаря технологическому потреблению потоков холода, генерация которых с помощью указанных установок не имеет альтернативы. Экономическое равенство различных видов энергии, имевшее место в годы «энергетического эльдорадо», и инертность промышленности и специалистов обусловили более широкое распространение компрессионных холодильных машин. С тепловыми насосами ситуация проще по той же причине бросовой цены на энергоресурсы: потребность в их применении ранее отсутствовала, поскольку нагрев можно было осуществлять альтернативными технологиями, более приемлемыми со всех точек зрения, а в утилизации
низкопотенциальных тепловых потоков не было ни экономической, ни экологической необходимости. В настоящее время ситуация изменилась и есть необходимость в ознакомлении с упомянутыми установками, потенциал применения которых в промышленности только начинает раскрываться. Появление абсорбционных установок обратного цикла, известных уже несколько десятилетий, для специалистов ожидаемо.
Они позволяют вытеснить более дорогие и сложные в эксплуатации компрессионные машины, наносящие больший вред окружающей среде.
Для пояснения принципиального и главного отличия компрессионных и абсорбционных установок обратного цикла обратимся к следующей схеме (рис. 1).

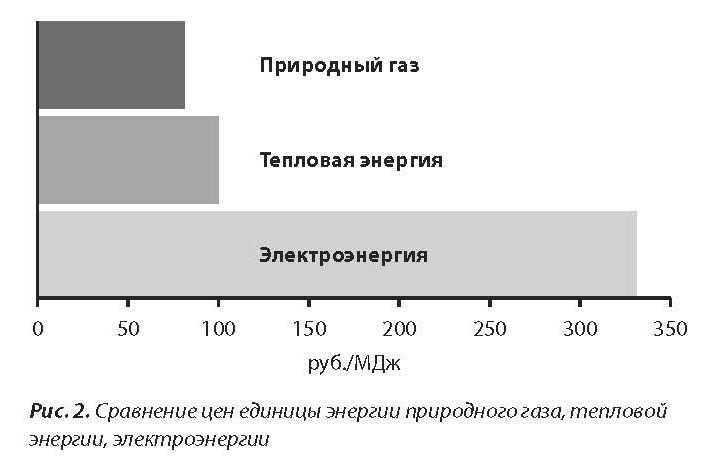
В установках обратного цикла происходит передача теплоты от более холодной системы к более горячей, что не соответствует естественному ходу процессов в природе. Для компенсации такого нарушения направленности природных явлений в циклически действующих устройствах требуется дополнительно затратить энергию. В компрессионных машинах обратного цикла указанная компенсация осуществляется в форме работы, в абсорбционных — в форме теплоты. В этом принципиальная разница компрессионной и абсорбционной технологий передачи тепловой энергии от более холодных систем к более нагретым, а поскольку тепловая энергия объективно в 3–4 раза может быть дешевле (рис. 2), абсорбционная технология оказывается экономически более выгодной. Если же использовать тепловую энергию от собственных ТЭЦ, которая дешевле чем у других источников, эффективность абсорбционных машин увеличивается еще больше.
Энергетическая оценка рассматриваемых установок осуществляется с помощью традиционной характеристики, которой является энергетический КПД,
рассчитываемый как отношение полезного эффекта к затратам.
Для холодильных машин указанный КПД(ε) получил название холодильного коэффициента (в иностранных источниках коэффициент преобразования — COP):
ε = Q0 / W, (1)
где Q0 , кДж — холодопроизводительность установки за выбранный отрезок времени;
W, кДж — за тот же период времени затраты энергии механической (электрической) для компрессионных (Lприв.) или тепловой (Qприв.) для абсорбционных машин на их привод.
Баланс энергии холодильных машин очевиден из рис. 1:
W+ Q0 =Qос., (2)
где Qос., кДж — энергия, рассеиваемая в окружающей среде за тот же отрезок времени, за который определены Q0 , W.
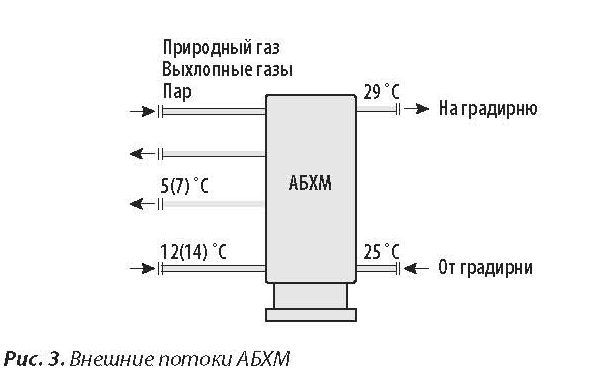
Из приведённых соотношений (1, 2) устанавливается диапазон изменения холодильного коэффициента 0 < ε < ∞. Для современных абсорбционных машин (АБХМ), работающих в диапазоне температур выше 5 °С, использующих водный раствор бромистого лития, холодильный коэффициент находится в пределах от 0,7 до 1,5 в зависимости от комплекса факторов. Например, при холодопроизводительности порядка 2–2,5 Гкал/ч при использовании компрессионных холодильных машин требуется потребление электроэнергии, соответствующее потоку мощности порядка 1 МВт при тарифе до 140 USD/МВт·ч без учёта платы за заявленную мощность. При потреблении холода в течение 4 тыс. часов в год плата за электроэнергию на привод компрессионных машин составит 560 тыс. USD. В случае АБХМ с паровым приводом нагрузка по пару составит 1,5 Гкал/ч при цене 50 USD/Гкал. За те же 4 тыс. часов потребления холода расходы на покупку пара составят 300 тыс. USD: экономия оценивается в 260 тыс. USD в год. Основные внешние потоки, необходимые для работы АБХМ, приведены на рис. 3.
Для тепловых насосов энергетический КПД получил название отопительного коэффициента (в иностранных источниках коэффициент преобразования — COP):
μ=Qполезн. / W, (3)
гдеQполезн. ., кДж — теплота процесса нагрева системы, получающей энергию от теплового насоса за выбранный отрезок времени.
Очевидна взаимосвязь холодильного и отопительного коэффициентов:
μ = ε +1, (4)
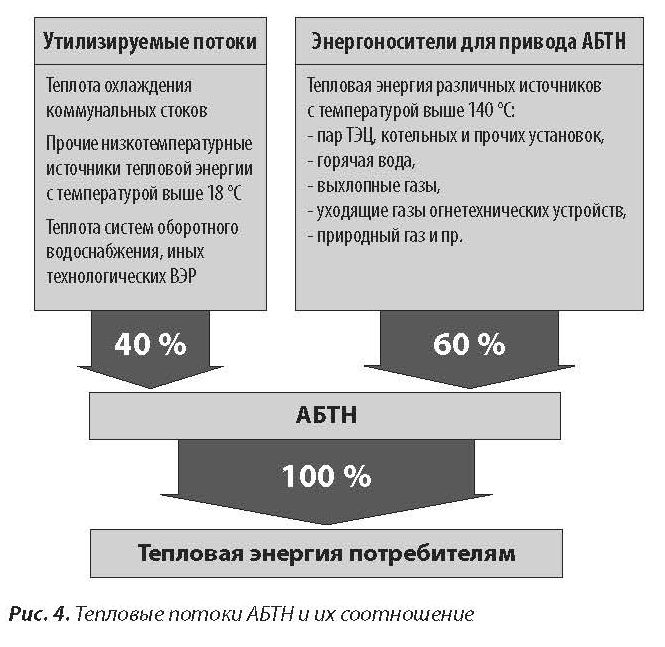
что даёт диапазон возможных значений отопительного коэффициента 1 < μ < ∞. Номинальное значение отопительного коэффициента для абсорбционного бромисто-литиевого теплового насоса (АБТН) равно 1,72. Это означает, что из 100 % потребности в теплоте для нагрева, например, потока сетевой воды 40 %, обеспечивается за счёт утилизируемого потока тепловой энергии, и лишь 60 % требуется получить от теплогенерирующего источника (рис. 4). Например, при потреблении топлива на обеспечение системы теплоснабжения в течение отопительного периода 3 тыс. т у.т. (средняя нагрузка — 4 Гкал/ч) затраты на покупку природного газа оцениваются величиной порядка 700 тыс. USD. При использовании АБТН и наличии соответствующего количества (1,6 Гкал/ч) низкопотенциальных тепловых вторичных энергоресурсов (ВЭР) снижение потребления природного газа составит 1,2 тыс. т у.т. в год, или 290 тыс. USD. Основные внешние потоки, необходимые для работы АБТН, приведены на рис. 5.
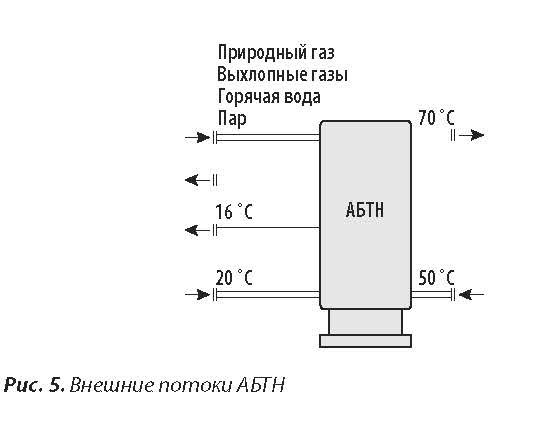
В варианте холодильной установки компрессионные машины могут рассматриваться как альтернатива абсорбционным машинам, и их экономическая целесообразность будет определяться в зависимости от соотношения цен на тепловую и электрическую энергию. В варианте теплового насоса компрессионный вариант установки всегда будет проигрышным, что со всей очевидностью следует из анализа приведённой информации о работе и характеристиках АБТН. В качестве теплоносителя для привода АБТН могут использоваться пар давлением 0,4 МПа, дымовые и выхлопные газы, вода с температурой выше 140 °С, непосредственно природный газ. В качестве среды, тепловая энергия которой утилизируется с помощью АБТН, предпочтительно использовать потоки жидкости с температурой 15–50 °С. Потоки с более высокой температурой целесообразно использовать непосредственно. Нагреваемая среда на выходе АБТН может иметь температуру до 85 °С, что значительно расширяет круг потенциальных потребителей тепловой энергии.
Если АБТН использует тепловую энергию окружающей среды, то он получает название отопительного, если используются тепловые потоки той или иной теплотехнологии, покидающие процесс с более высокой температурой, чем у окружающей среды, АБТН называют утилизационным.
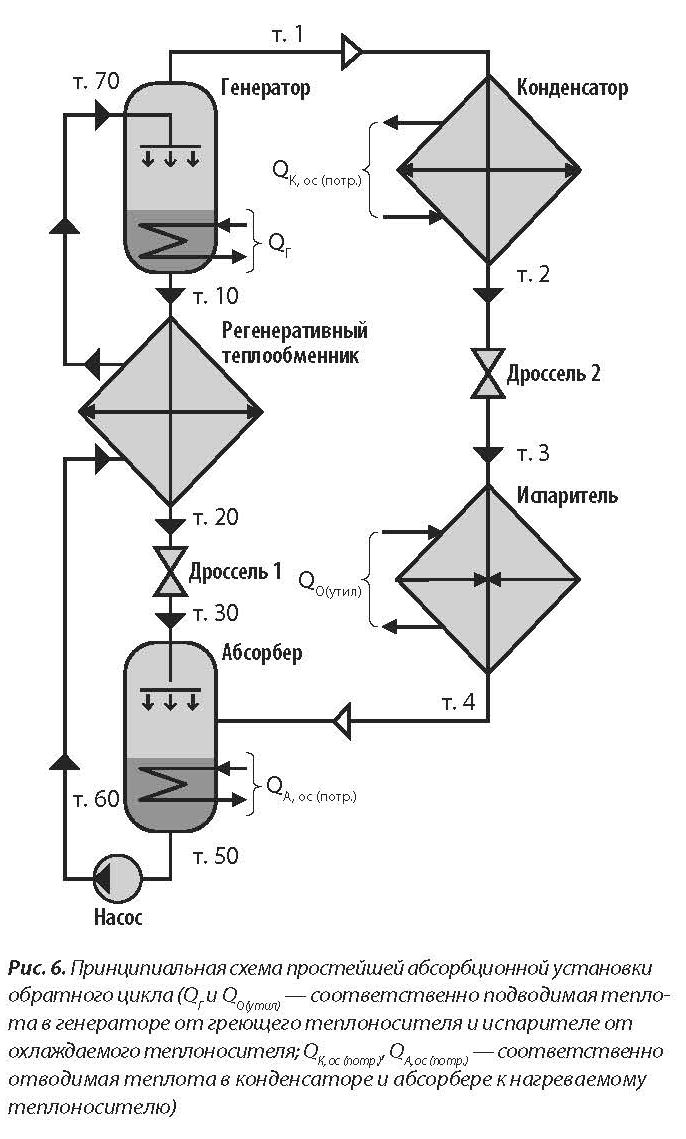
В [2] приведено краткое описание АБТН с целью дать представление о конструкции чиллера. В этой статье добавлены пояснения протекающих процессов в АБТН. На рис. 6 приведена принципиальная схема чиллера, объединяющая пять теплообменников, в межтрубном пространстве теплопередающих пучков которых циркулирует водный раствор бромистого лития, выполняющий роль холодильного агента. Срок службы раствора — более 20 лет. В процессе работы не допускается его переохлаждение, так как оно приводит к кристаллизации, блокирующей поверхность теплопередачи. Но и в этом случае раствор и работоспособность установки восстанавливаются в результате подъёма температуры, для чего, по понятным причинам, требуется более длительный разогрев.
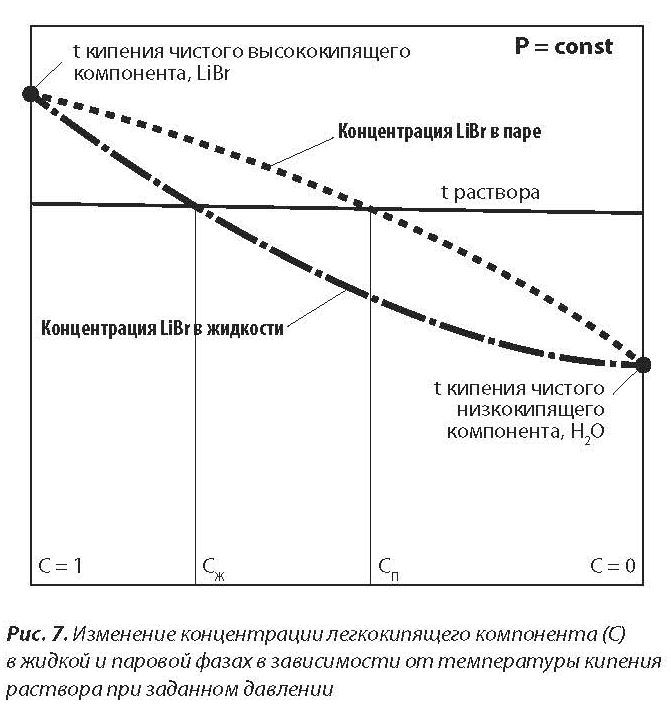
На рис. 7 дано графическое представление уравнения сорбции, определяющее концентрацию LiBr в жидкой и паровой фазах раствора для некоторого
постоянного давления и для различных температур, изменяющихся в диапазоне от температуры насыщения для данного давления низкокипящего компонента (здесь вода) до температуры насыщения при том же давлении для высоко кипящего компонента — LiBr. Характерной особенностью уравнения сорбции для раствора «LiBr-вода» является гистерезис — различная концентрация компонентов в жидкой и паровой фазах. На этом обстоятельстве и на факте выполнения уравнения сорбции и основана работа абсорбционных установок обратного цикла.
В генераторе в ходе кипения раствора благодаря подбору его свойств образуется практически чистый пар низкокипящего компонента — воды. Давление в блоке теплообменников «конденсатор—генератор» одинаково и определяет температуру конденсации пара воды и тем самым в совокупности с площадью теплопередающего пучка конденсатора определяет конечную температуру нагрева внешнего теплоносителя, которым требуется нагреть, например, сетевую воду. Указанная температура и размеры тепловоспринимающего пучка генератора определяют параметры греющего теплоносителя.
Конденсат, образующийся из пара раствора, поступает в испаритель, где поддерживается давление, обеспечивающее кипение воды при температуре, необходимой для охлаждения утилизируемого потока теплоносителя или захоложенной воды. Образующийся пар поступает в абсорбер, где жидкому раствору должна соответствовать иная концентрация воды в паровой фазе. Если поступающий пар имеет большую концентрацию по сравнению с той, что требуется по уравнению сорбции, будет иметь место конденсация (абсорбция) избытков воды из паровой фазы более горячей жидкой фазой раствора. При этом температура раствора устанавливается такой, чтобы теплоту процесса абсорбции паров воды можно было передать
внешнему теплоносителю (например, сетевой воде) в теплообменнике первой ступени его нагрева. Дальнейшие процессы, протекающие в АБТН, понятны из рисунков и описаны в [2].
Примеры применения АБХМ и АБТН
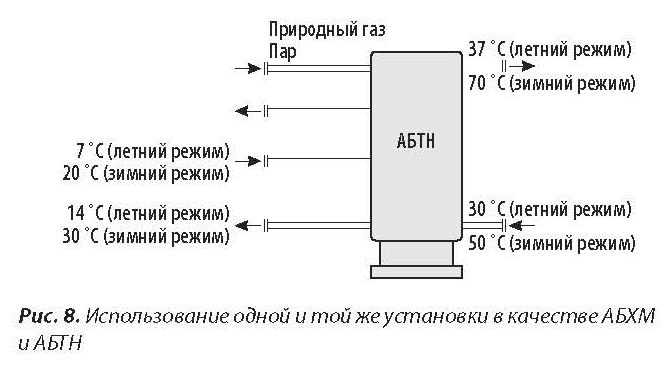
Простейшие примеры использования АБХМ и АБТН понятны из ранее приведённого материала с описанием работы АБТН и АБХМ. Интерес представляют иные, менее известные варианты использования абсорбционных машин. Прежде всего важно отметить факт взаимозаменяемости АБХМ и АБТН, обеспечивающий высокий коэффициент использования оборудования. Одна и та же установка в летнее время может работать в режиме холодильной машины, например, в системе кондиционирования, зимой — в режиме теплового насоса для утилизации выбросов на отопление с затратами, меньшими на 40 %, чем в варианте использования иного теплогенерирующего источника (рис. 8). Это снижает требуемые инвестиции и отчисления на амортизацию и, следовательно, себестоимость продукции.
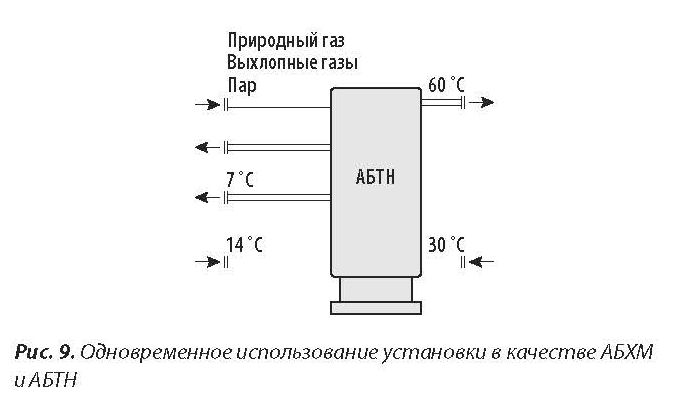
Возможно и одновременное применение абсорбционного чиллера в качестве АБХМ и АБТН: когда установка используется и для получения воды 7/ 12°С (АБХМ), и для нагрева сетевой или технологической воды (АБТН) (рис. 9). В этом случае снижается вредная тепловая нагрузка на окружающую среду, поскольку теплота, отводимая от систем охлаждения или кондиционирования, не рассеивается в градирне, а утилизируется для нагрева теплоносителя, требуемого для производственных нужд или горячего водоснабжения и пр. Кроме того, в таком применении абсорбционной установки снижаются на 50 % затраты на охлаждение и утилизацию потоков в сравнении с раздельным (автономным) использованием АБХМ и АБТН для тех же нужд. Дисбаланс генерации и потребности потоков холода и теплоты, возникающий в подобном применении абсорбционной установки, легко устраняется с помощью параллельной работы дополнительных теплогенерирующих мощностей или АБХМ (рис. 10).
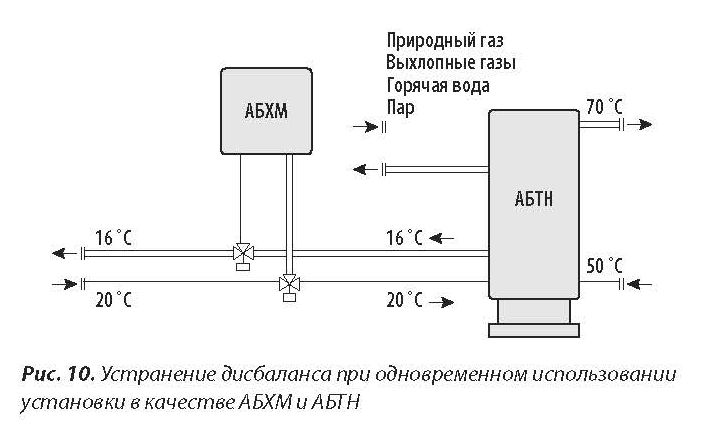
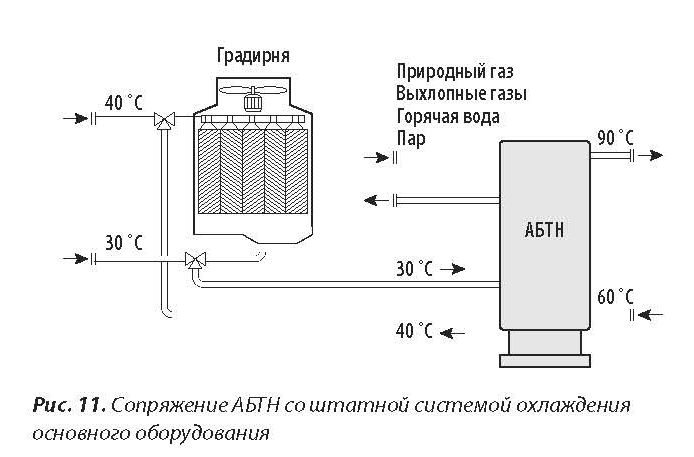
Штатная система рассеивания тепловой энергии в окружающую среду остаётся в эксплуатации и при необходимости обеспечивает требуемую производительность и бесперебойную работу основного технологического производства (рис. 11).
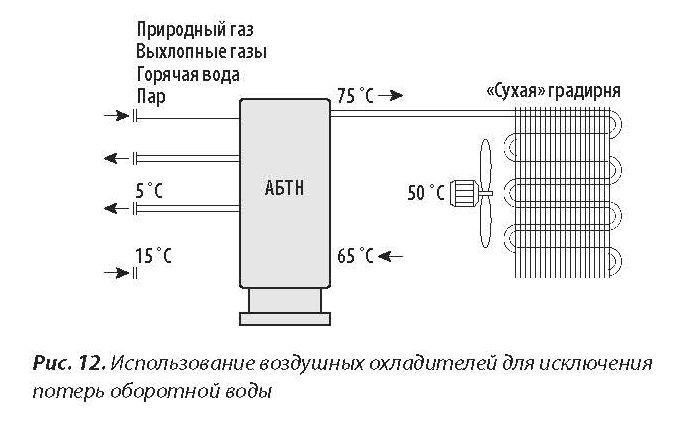
Не менее интересно использование АБТН для замены испарительных градирен воздушными охладителями, или, как их ещё называют, сухими градирнями. Это актуально в тех случаях, когда по тем или иным причинам требуется исключить рассеяние воды в окружающую среду и соответствующую подпитку водой систем охлаждения (рис. 12).
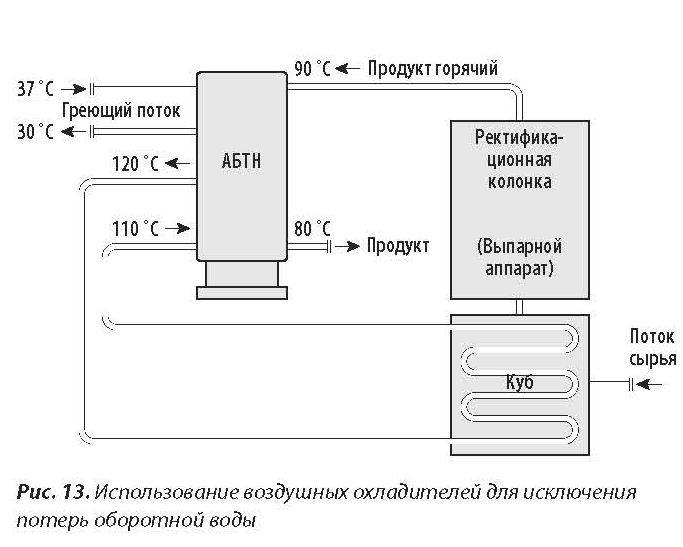
Перспективно применение АБТН непосредственно в технологических процессах разного назначения. Наиболее очевидным и понятным, например, является использование АБТН для утилизации сбросных потоков ректификационных колонн спиртовых и подобных производств, выпарных аппаратов сахарных и солевых заводов (рис. 13). Здесь имеет место снижение затрат тепловой энергии непосредственно в технологическом процессе со всеми вытекающими последствиями для экономики основного производства.
Выводы
Использование АБТН облегчает решение задачи использования низкопотенциальных тепловых ВЭР. Структура потоков тепловой энергии промышленных зон, рассеиваемых в окружающей среде, такова, что не менее трети выбросов характеризуется температурами до 50 °С. Относительно низкая температура тепловых ВЭР затрудняет для них поиск потребителей. Кроме того, финансовые затраты на создание систем их утилизации обратно пропорциональны удельной эксергии, которая для рассматриваемых потоков ВЭР весьма мала. Это прежде всего тепловые потоки разнообразных и многочисленных систем оборотного охлаждения, систем вентиляции и сточных вод, выпарные аппараты, ректификационные колонны, иные технологические установки и процессы с соответствующей температурой тепловой обработки, прежде всего в пищевой промышленности. В указанных и подобных системах использование АБТН энергетически выгодно практически и приводит к экономии первичных энергоресурсов во всех случаях, а при существующих ценах на тепловую энергию и на сами насосы обеспечивается экономическая целесообразность. Кроме внешнего использования тепловых потоков, температура которых обеспечивается на уровне ≈ 85 °С, более привлекательно их внутреннее использование в выпарных аппаратах, ректификационных колоннах и пр. К числу технических систем, для которых перспективно использование
АБТН, следует отнести и теплоэлектроцентрали [2], где из-за технически необходимого минимального пропуска пара в конденсатор системный
годовой пережог топлива одной станцией оценивается до 6 тыс. т у.т. (более 1,5 млн. USD), который можно устранить установкой АБТН на потоке циркуляционной воды и потоках воды систем охлаждения масла, генератора и пр.
Абсорбционные установки обратного цикла — холодильные машины и тепловые насосы — просты, могут быть взаимозаменяемы, идентичны по конструкции, которая представляет набор теплообменников, эксплуатация которых знакома практикам.
Интеграция абсорбционных тепловых насосов в теплотехнологии позволит экономить топливо в заметных количествах, в пределе достигающих 40 %.
Литература
Шински Ф. Управление процессами по критерию экономии энергии. — М.: Мир, 1981. — 388 с.
Романюк В. Н., Бобич А. А., Муслина Д. Б., Коломыцкая Н. А., Мальков С. В., Бубырь Т. В. Абсорбционные тепловые насосы в тепловой схеме ТЭЦ для повышения её энергетической эффективности // Энергия и Менеджмент. — 2013. — № 1. — С. 14–19.