
Аннотация
Приведены результаты термодинамического анализа на базе эксергетического метода и пинч-анализа. На их основе определены варианты повышения эффективности энергообеспечения отделочных производств на примере линии непрерывного крашения текстильных материалов — наиболее распространённого теплотехнологического процесса в лёгкой промышленности, являющегося проблемным для многих предприятий республики.
Annotation
The study reveals the results of pinch analysis, thermodynamic analysis in the framework of the exergy method. On their basis, the options for improving the power supply system of technological equipment in the finishing production of textile industry on the example of pad-roll dyeing process of textile materials, as the most widespread technological finishing processes in textile industry and main bottleneck for the majority state-owned enterprises, are identified and determined.
К вопросу о повышении эффективности энергообеспечения линий непрерывного крашения на предприятиях лёгкой промышленности
В. Н. Романюк, д. т. н., профессор
Д. Б. Муслина, аспирант, Белорусский национальный технический университет
Введение
В работе [1] критически рассмотрены, выбраны методики и алгоритмы расчётов эксергии материалов, используемых в теплотехнологии крашения на предприятиях лёгкой промышленности Беларуси, которые обеспечивают выполнение на базе эксергетического метода термодинамического анализа многочисленных отделочных производств, входящих в их состав. Выявлена чрезвычайно низкая эффективность энергообеспечения рассматриваемых теплотехнологических процессов этих предприятий, что и объясняет значительный перерасход энергоресурсов. В работах [2, 3] даны результаты статистического анализа объёмов производства текстильного и трикотажного секторов легкой промышленности Беларуси, на их базе проведён статистический прогноз энергопотребления в перспективе до 2030 г.
Для анализа термодинамической эффективности наиболее энергоёмких проблемных теплотехнологических систем преобразования вещества в работе использован широкий набор КПД, вытекающий из многообразия подходов к определению данного показателя. В одних случаях для нахождения КПД требуется глубокое рассмотрение структуры эксергии вещества в потоке, в других — использование более знакомого специалистам разностного метода установления полезного эффекта и затрат [4, 5].
Результаты термодинамического анализа эффективности работы действующего производства на примере непрерывной линии крашения хлопчатобумажной (х/б) ткани выявили крайне низкие значения показателей, что обусловлено:
- конструкцией агрегатов, например, в части наличия свободных объёмов, из-за которых растёт необратимость процесса; растёт необратимость процесса;
- традиционным дискретным подходом к энергообеспечению каждого агрегата;
- используемым набором теплоносителей;
- всей теплоэнергетической системой предприятия, создаваемой по нормам периода дешёвых энергоресурсов.
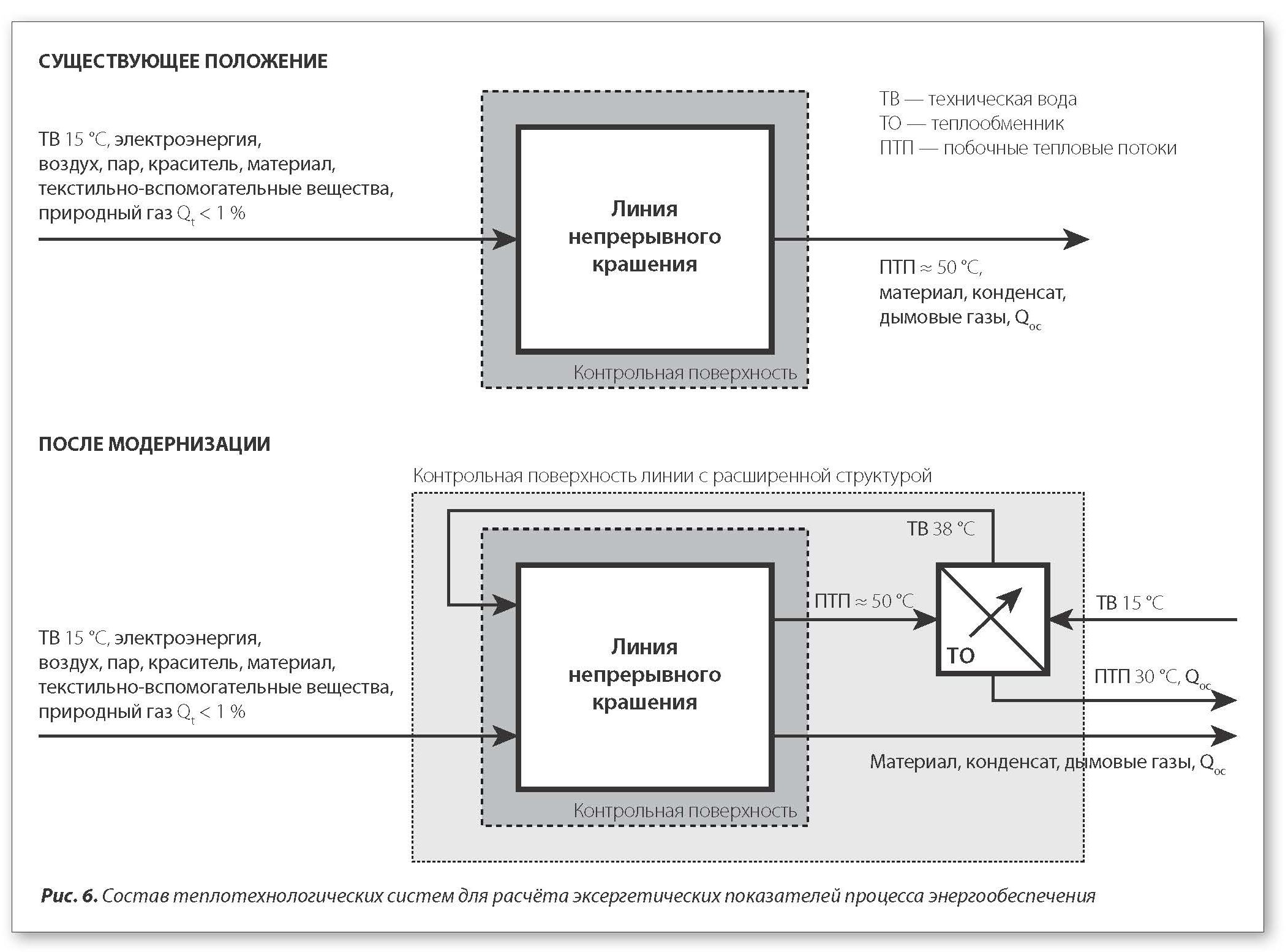
В работе рассматриваются варианты модернизации линии крашения, не требующие значительных инвестиций. Это рекуперация потоков, расширение ряда используемых теплоносителей, предварительный двух и многоступенчатый нагрев технической воды, идущей на операции крашения, горячей промывки и пр. с использованием потенциала побочных (неиспользуемых в дальнейшем) потоков,образующихся в ходе указанных операций.
Существующее положение. Энергетический анализ
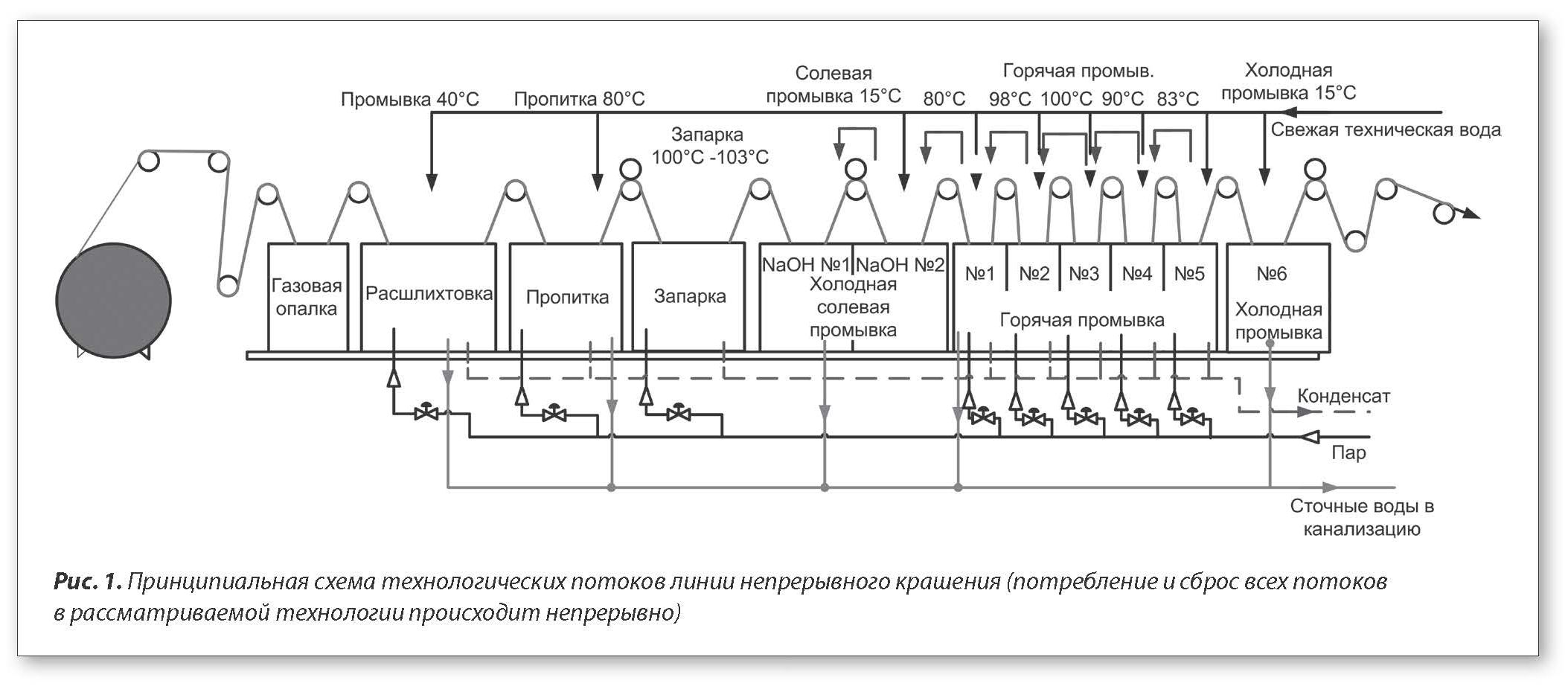
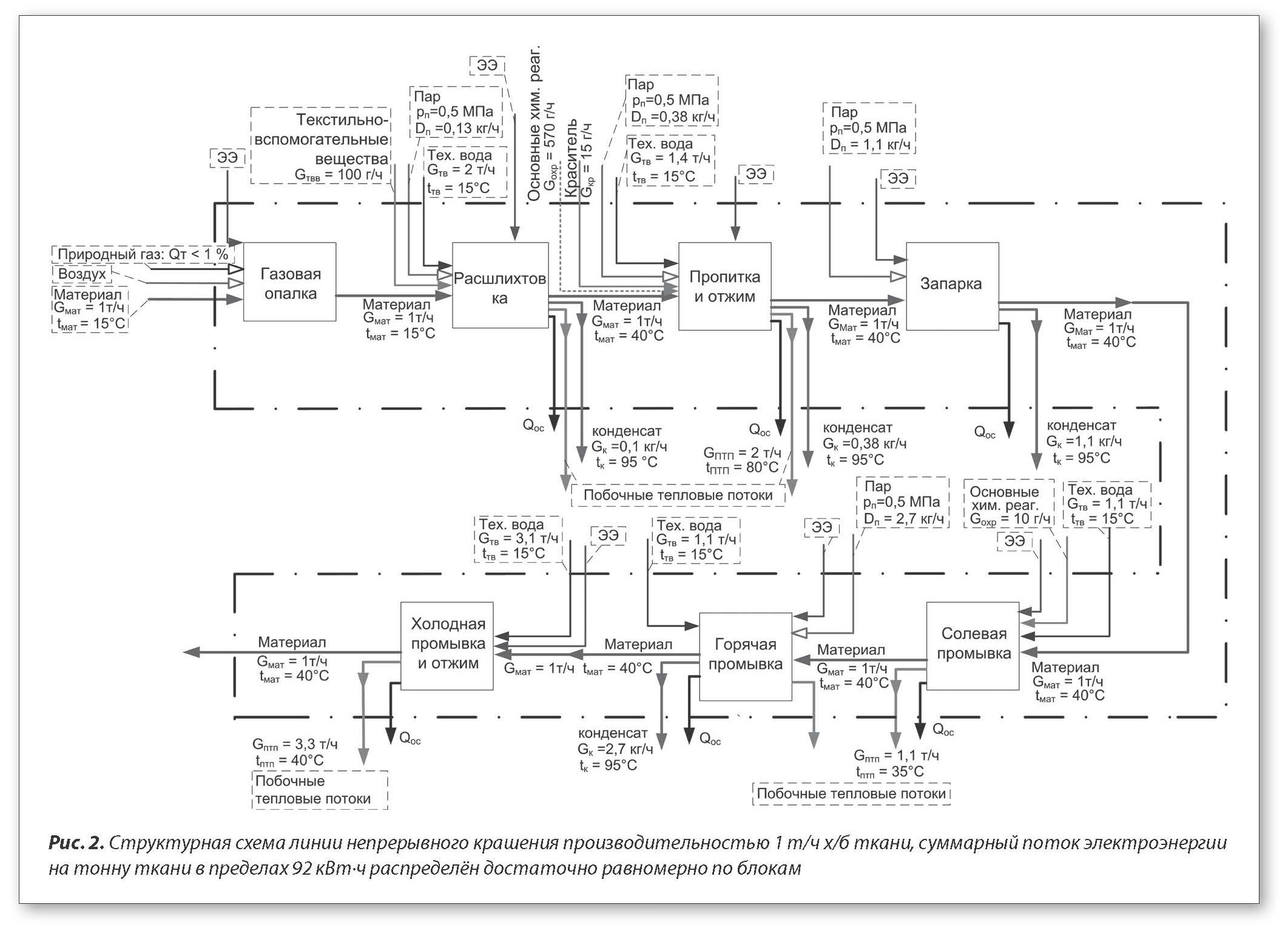
Для анализа взята технологическая линия непрерывного термозольного крашения, широко применяемая на предприятиях республики и технически передовых стран. Удельное потребление тепловой энергии линией с учётом процессов предварительной обработки (расшлихтовки) при производительности 1 т/ч составляет 9,8 ГДж на тонну сухого материала (х/б ткани). Принципиальная схема потоков линии приведена на рис. 1. На рис. 2 показана её структурная схема для проведения балансовых расчётов.
Для подобной линии логично провести пинч-анализ1, широко применяемый в теплотехнологиях при решении задач по снижению энергозатрат в связи с простотой, наглядностью выявления слабых звеньев системы (рис. 3–5, табл. 1) [6].
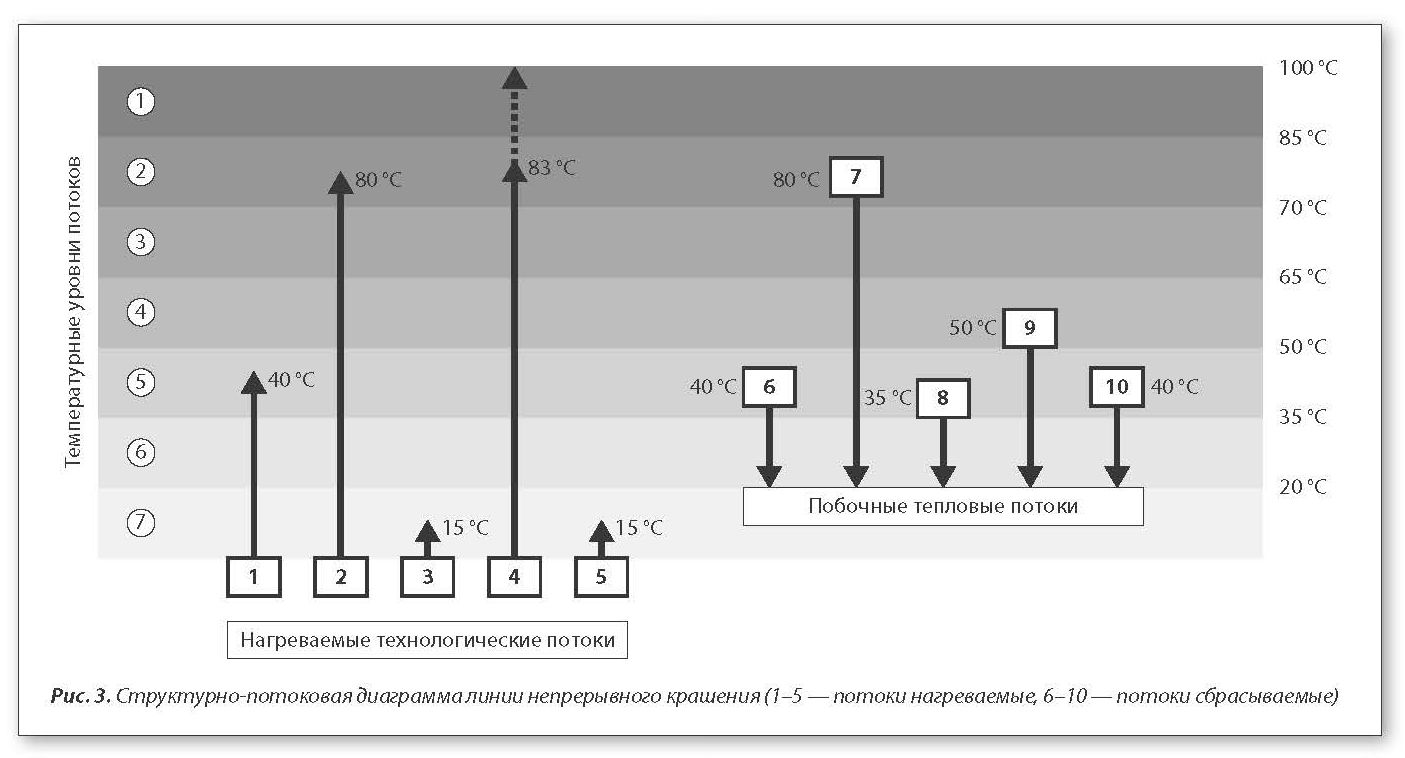
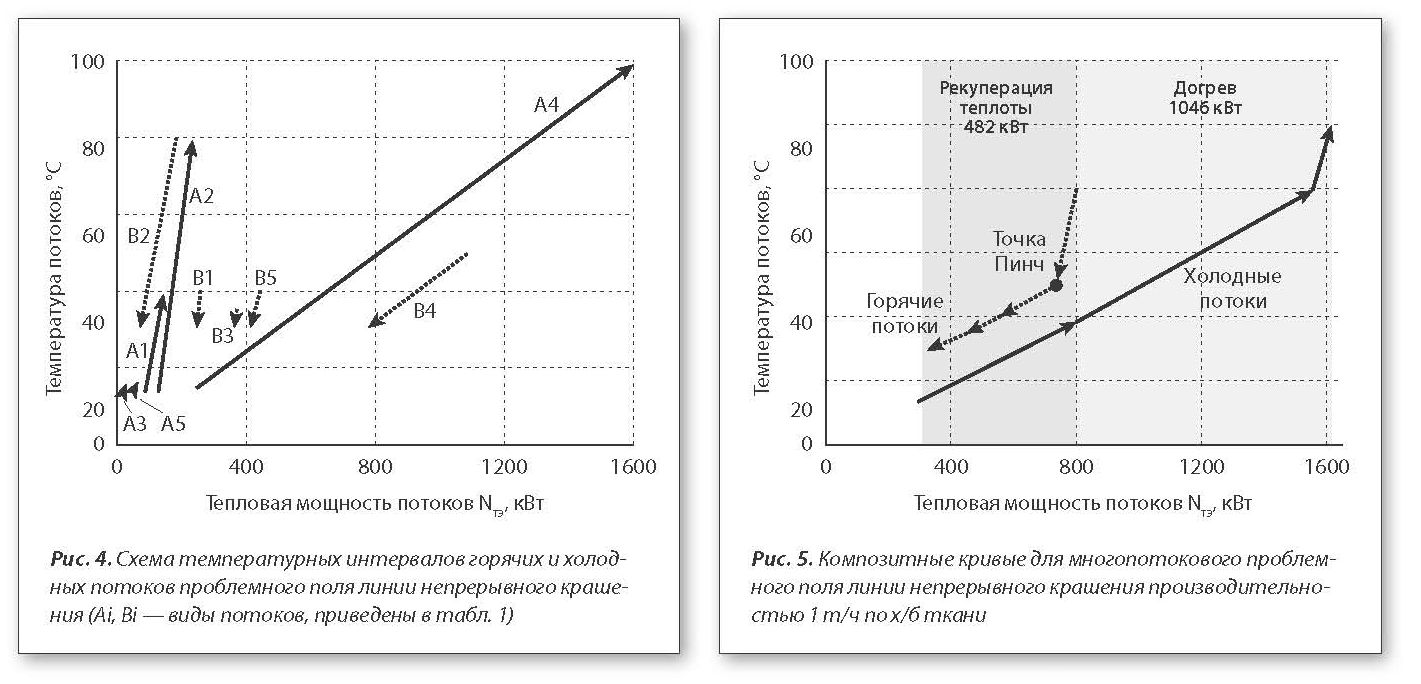
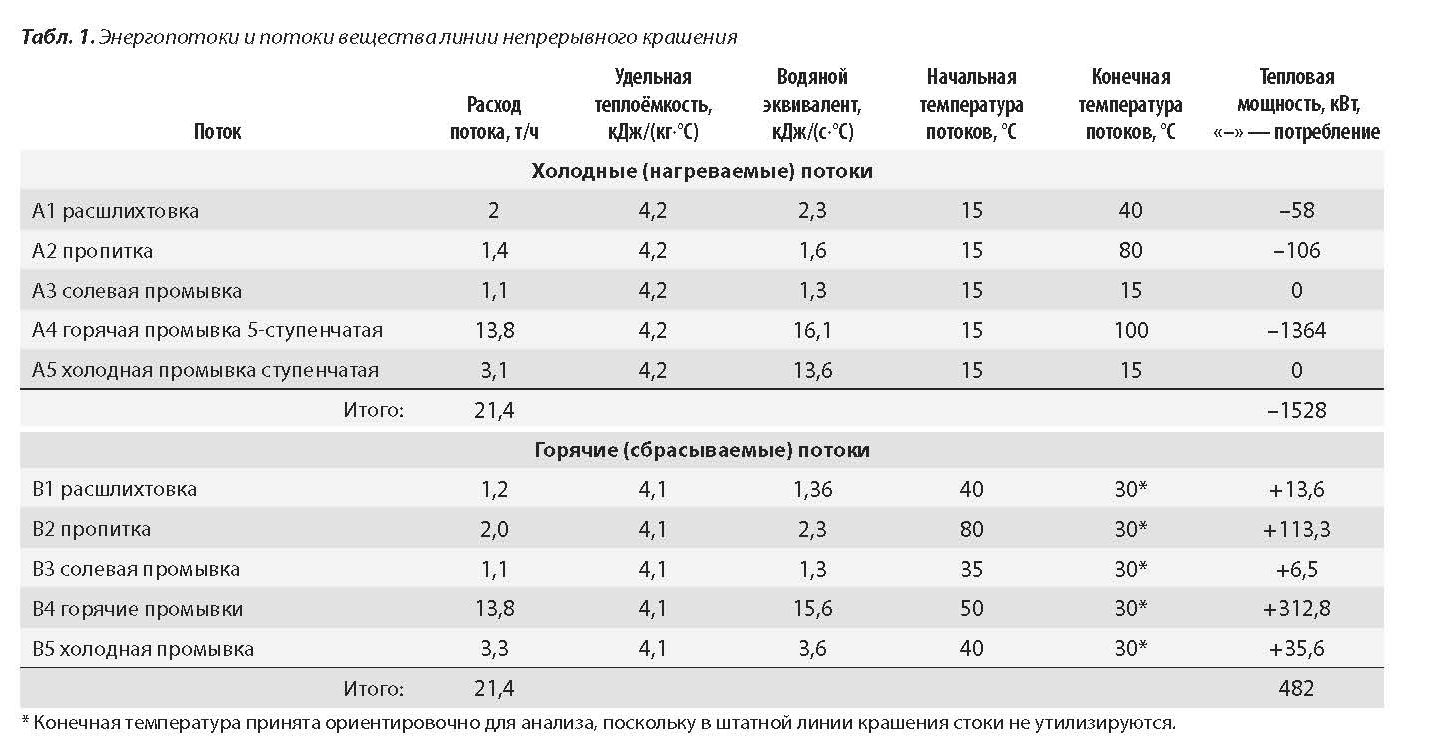
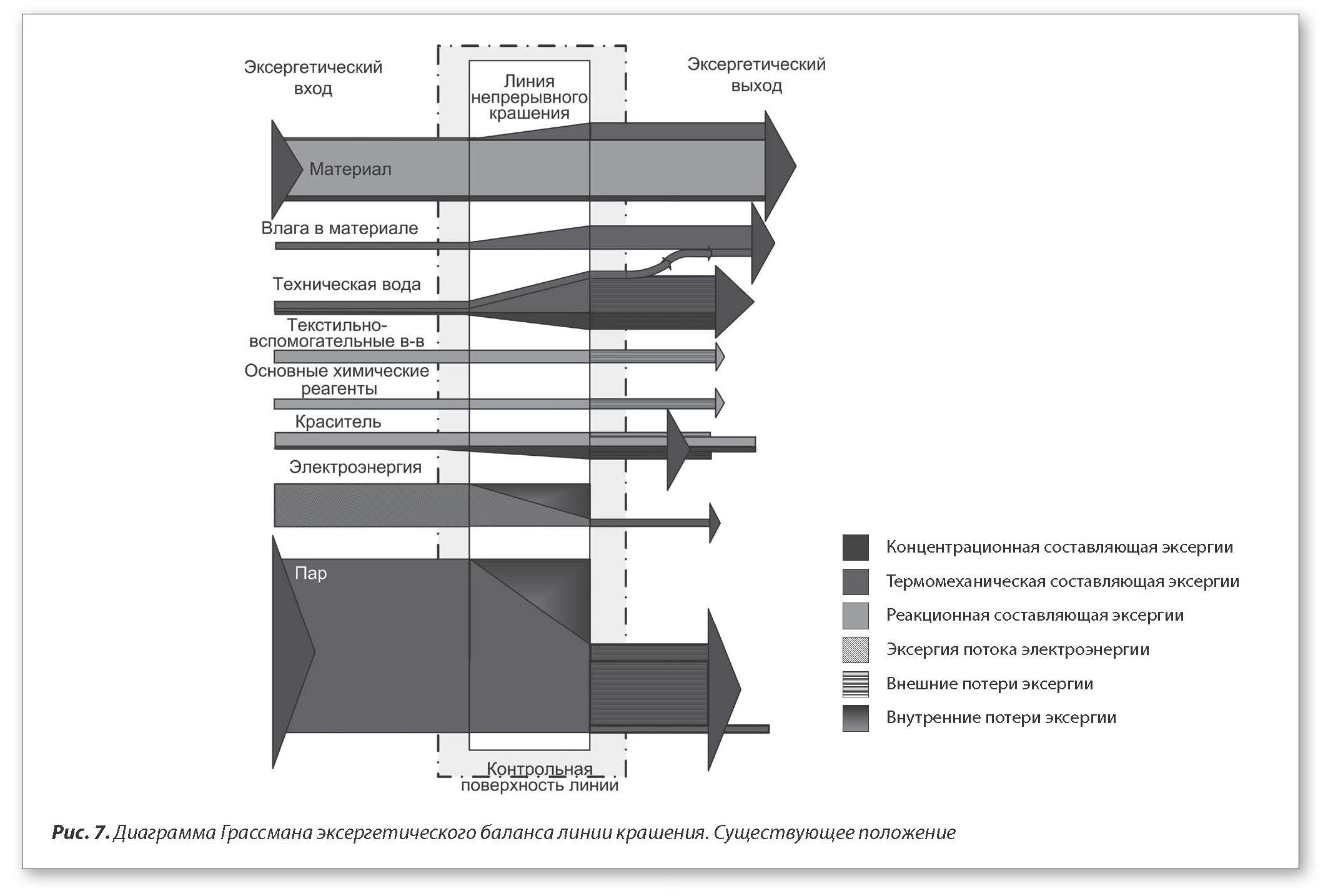
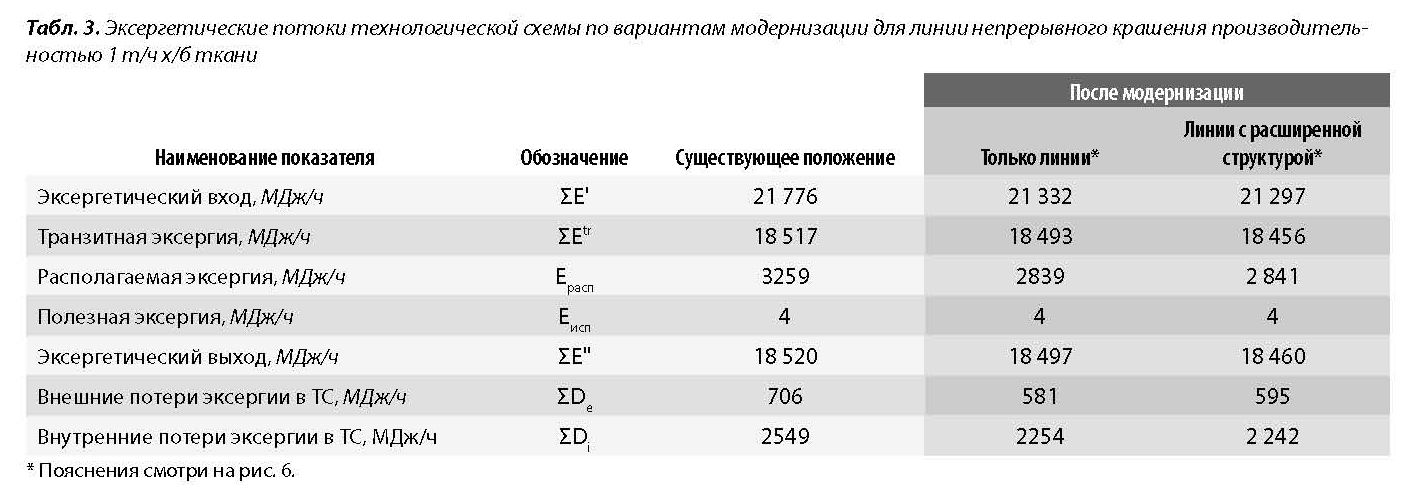
Из результатов пинч-анализа, приведённых на рис. 3–5 следует, что энергосберегающий потенциал простой утилизации побочных потоков линии непрерывного крашения производительностью 1 т/ч х/б ткани за счёт установки рекуперативных теплообменников оценивается потоком тепловой энергии мощностью до 0,5 МВт, что составляет 18 % потребляемой тепловой энергии её общего потребления. Вместе с тем пинч-анализ не даёт оценки энергообеспечения теплотехнологии и в связи с этим не заменяет термодинамический анализ, из которого можно получить ответ о степени термодинамического совершенства энергообеспечения техпроцесса. Существующие термодинамические показатели, на базе которых осуществляется термодинамическая оценка эффективности процесса энергообеспечения, отличаются в значительной степени, так как соответствуют различным методам оценки [4–9]. Их количество изменяется от одного источника к другому, и для пояснения эксергетических показателей логично обратиться к классификации потоков эксергии теплотехнической системы (рис. 7 и 8). Термодинамический анализ совершенства линии в примере до и после рассмотренной выше рекуперации подтвердил полученный результат в ходе пинчанализа в части энергосберегающего потенциала. Полученные энергетические и эксергетические безразмерные характеристики термодинамического анализа приведены в табл. 2, 3, рис. 7. Из их анализа следует, что энергообеспечение технологии требует изменения, поскольку оно термодинамически неэффективно.

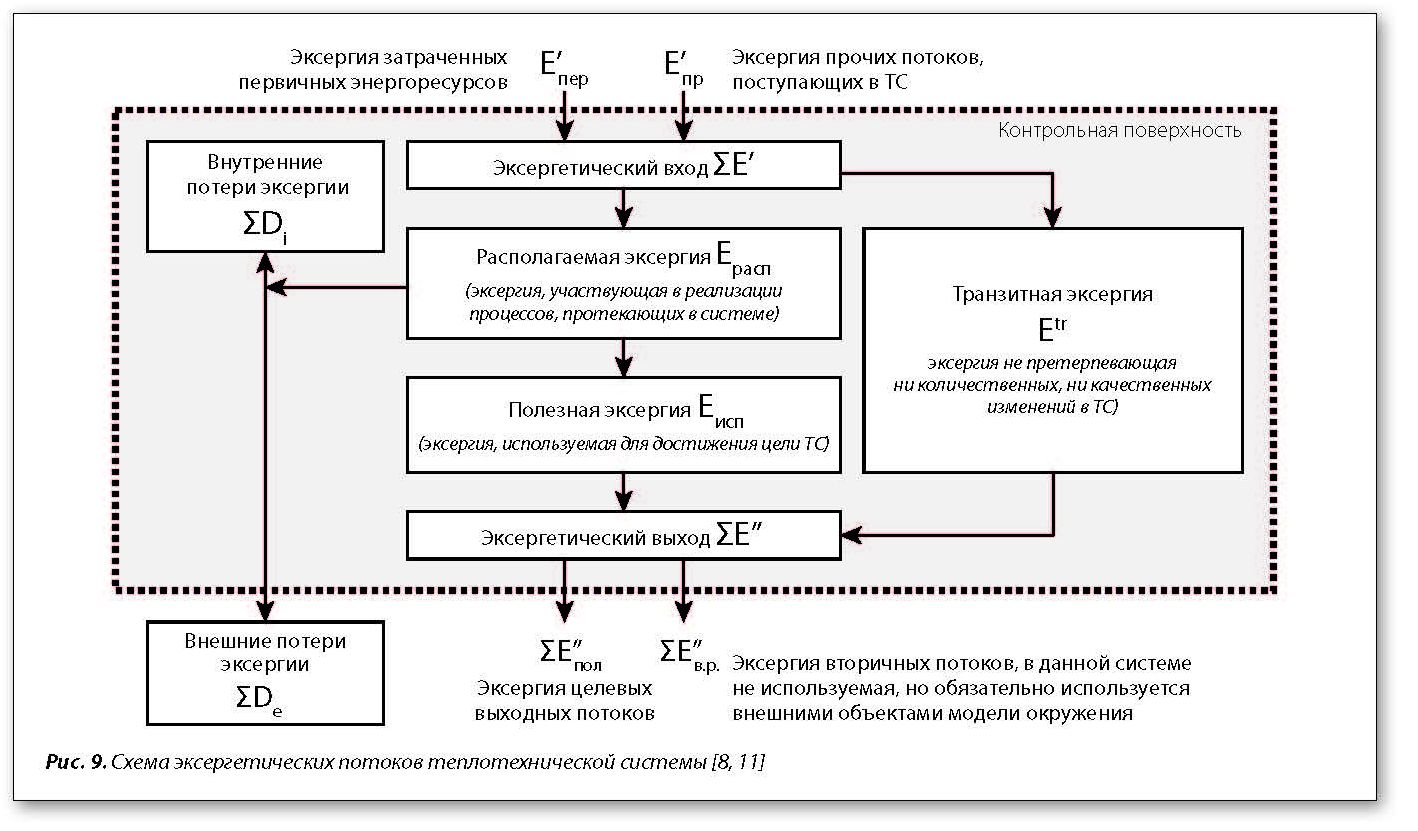
Анализ табл. 2 приведён в разделе математической модели термодинамического анализа. На базе представленных диаграмм и результатов расчётов потоков вычисляются безразмерные энергетические и эксергетические характеристики, оцениваются основные экономические показатели. Расчётные соотношения для нахождения безразмерных характеристик табл. 2 и их определение приведены ниже. Структура потоков эксергии, на базе которой определяются те или иные эксергетические показатели технических систем, приведена на рис. 9.
Математическая модель термодинамического анализа
Энергетический КПДэ линии рассчитывался по общепринятому выражению [10]:
| ηэ = ΔWпол/ΔWзтр, | (1) |
где ΔWпол — полезный эффект, определяемый теплотой процесса нагрева материала и влаги, содержащейся в нём, ГДж/ч(ГДж/т);
ΔWзтр — затраты, определяемые расходом электроэнергии и теплоты процесса конденсации греющего пара и охлаждения конденсата до 95 °С, ГДж/ч(ГДж/т).
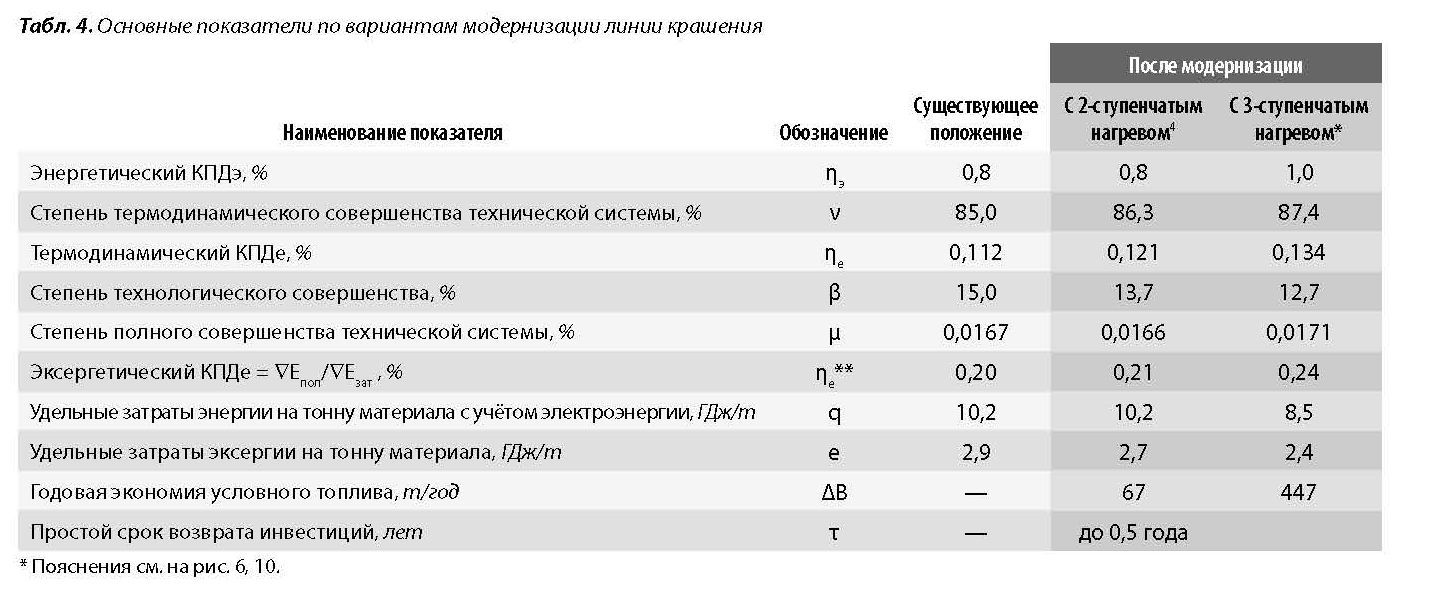
начение КПДэ, как видно из табл. 2, возрастает незначительно (в абсолютном выражении на 0,2 %) и достаточно весомо относительно существующей величины (на 25 %). Ситуация с низким абсолютным значением КПД, равным 0,8–1,0 %, связана с трактовкой полезного эффекта, который, как ни странно, в доступной литературе не описан. В связи с этим при проведении энергетического анализа потребовалось определиться с понятием полезного эффекта применительно к рассматриваемой теплотехнологии. Предлагается связывать полезный эффект лишь с теплотой процесса нагрева поступающих на обработку материала и влаги, содержащейся в нём, а также красителя, поглощённого тканью. Другие потоки энергии, связанные с нагревом раствора, потоков промывки и пр., могут быть больше или меньше в зависимости от конструкции аппаратов линии крашения, определяются конструктивным совершенством линии и не относятся к теоретически необходимым затратам. В этом контексте с энергетических позиций вытекает необходимость дальнейшего совершенствования технологических аппаратов линии непрерывного крашения в части соотношения объёмов потребляемого раствора в расчёте на тонну обрабатываемого материала.
В отношении эксергетических оценок теплотехнологий в настоящее время единого подхода нет. Рассматриваются возможности оптимизации как по эксергетичекому КПДе, так и по потерям эксергии [10]. Существенно, что предлагается не один вариант, а набор эксергетических КПДе. В связи с этим возникает необходимость анализа всего ряда КПДе, среди которых наиболее известен получивший название степени термодинамического совершенства [8]:
| ν=∑ (E′′/E′) −1 − ∑D/∑E′, | (2) |
где ΣЕ", ΣЕ' — соответственно эксергетический выход и вход системы, ГДж/ч(ГДж/т).
Значения КПДе в результате прямой рекуперации для рассматриваемой линии изменяются от 85 до 87 %. Очевидна невысокая информативность ν в отношении рассматриваемой теплотехнологии, поскольку числитель и знаменатель выражения (2) содержат транзитные потоки, которые в абсолютном выражении доминируют в данной системе (табл. 3, рис. 7). В случае когда имеют место сопоставимые по величине удельного веса «сквозные» потоки, указанную методику определения КПДе применять не рекомендуется [10].
Альтернативой степени термодинамического совершенства ν служит термодинамический КПДе:
| ν=(∑ E′′ - Eтр)/(∑E′ - Eтр) = 1 − ∑D/(∑ E′′ - Eтр)=Eисп/Eрасп, | (3) |
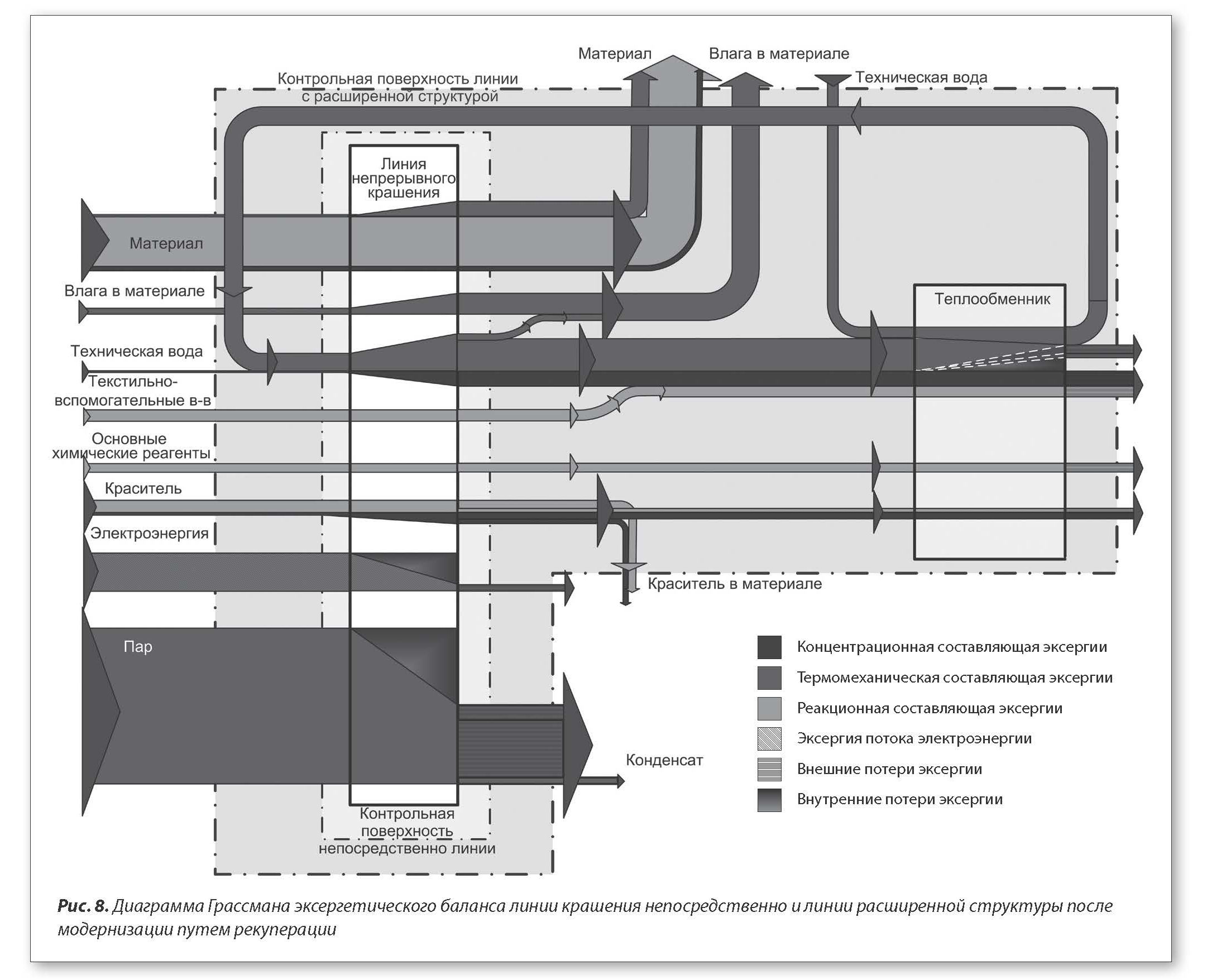
Исключение транзитных потоков, которые при существующем положении составляют 18,5 ГДж/ч, уменьшает КПД до 0,11 %, что повышает его информативность и облегчает понимание необходимости совершенствования энергообеспечения. Для выявления транзитных потоков целесообразно обратиться к графической интерпретации всех потоков анализируемой системы (рис. 7, 8). С их помощью рассчитываются соответствующие значения табл. 3. При эксергетическом входе 21,8 и выходе 18,5 ГДж/ч учёт транзитных потоков, описанных выше, приводит к уменьшению значения оценки на три порядка: с 85 до 0,112 %. Это подчёркивает негативный вклад транзитных потоков эксергии в термодинамическую эффективность и, как уже отмечалось, обосновывает острую необходимость усовершенствования энергетического обеспечения теплотехнологии. В результате рекуперации теплоты обеспечивается повышение КПДе на 14 % относительно существующего значения, то есть увеличение его абсолютного значения до 0,128 %.
Для теплотехнологических процессов может быть более информативной оценка на базе КПДе, получившая название степени технологического совершенства:
| β=∑(Eрасп/E′)=1−∑Eтр/∑E′ | (4) |
Величина β составляет 15 % в исходном состоянии линии и снижается в итоге рекуперации до 13 %. Объяснить это можно следующим. Во всех случаях имеет место снижение эксергетического входа системы, определяющего знаменатель в формуле (4). Значение числителя, определяемое величиной эксергии транзитных потоков, при этом снижается на величину несколько меньшую, что вызвано отмеченным снижением эксергетического входа за счёт уменьшения потребления греющего пара. В конечном итоге это снижает расход конденсата — одну из основных составляющих транзитного потока. Естественно, в этой ситуации несовпадение изменений эксергетических транзита и входа системы. В случае расширенной трактовки структуры линии это и приводит к уменьшению рассматриваемого термодинамического показателя изза более слабого снижения эксергии транзитного потока. Следует отметить, что по величине β можно судить о необходимости принятия мер по снижению транзитных потоков.
Степень полного совершенства технической системы является следующей эксергетической характеристикой:
| µ=∑(Eисп/E′)=1−(∑Eтр+ ∑D)/∑E′ | (5) |
С введением рекуперации, как и следовало ожидать, её значение возрастает на 2 % относительных, или в абсолютном выражении с 0,0167 до 0,0171 %. На наш взгляд, этот показатель в контексте влияния тепловой рекуперации на энергообеспечение более объективен, поскольку оперирует непосредственно используемыми и входными потоками. Небольшой прирост КПДе в результате тепловой рекуперации и в этом случае подтверждает необходимость совершенствования энергообеспечения линии.
Рассмотрим более привычный для использования подход к определению таких относительных характеристик, как КПД: отношение полезного эффекта к затратам [10]. В этом случае эксергетический КПДе определяется соотношением:
| η**е=∇Епол/∇Езат, | (6) |
∇Епол - полезный эффект полезный эффект, определяемый эксергией потока теплоты процесса на нагрев материала и влаги, содержащейся в нём, ГДж/ч(ГДж/т);
∇Eзат — затраты, определяемые расходом электроэнергии и эксергии теплоты процесса конденсации греющего пара и охлаждения конденсата до 95 °С, ГДж/ч(ГДж/т).
Изменение значения данного показателя более ожидаемо, поскольку рекуперация приводит к его росту на 15 % относительных, или с 0,20 до 0,23 % абсолютных.
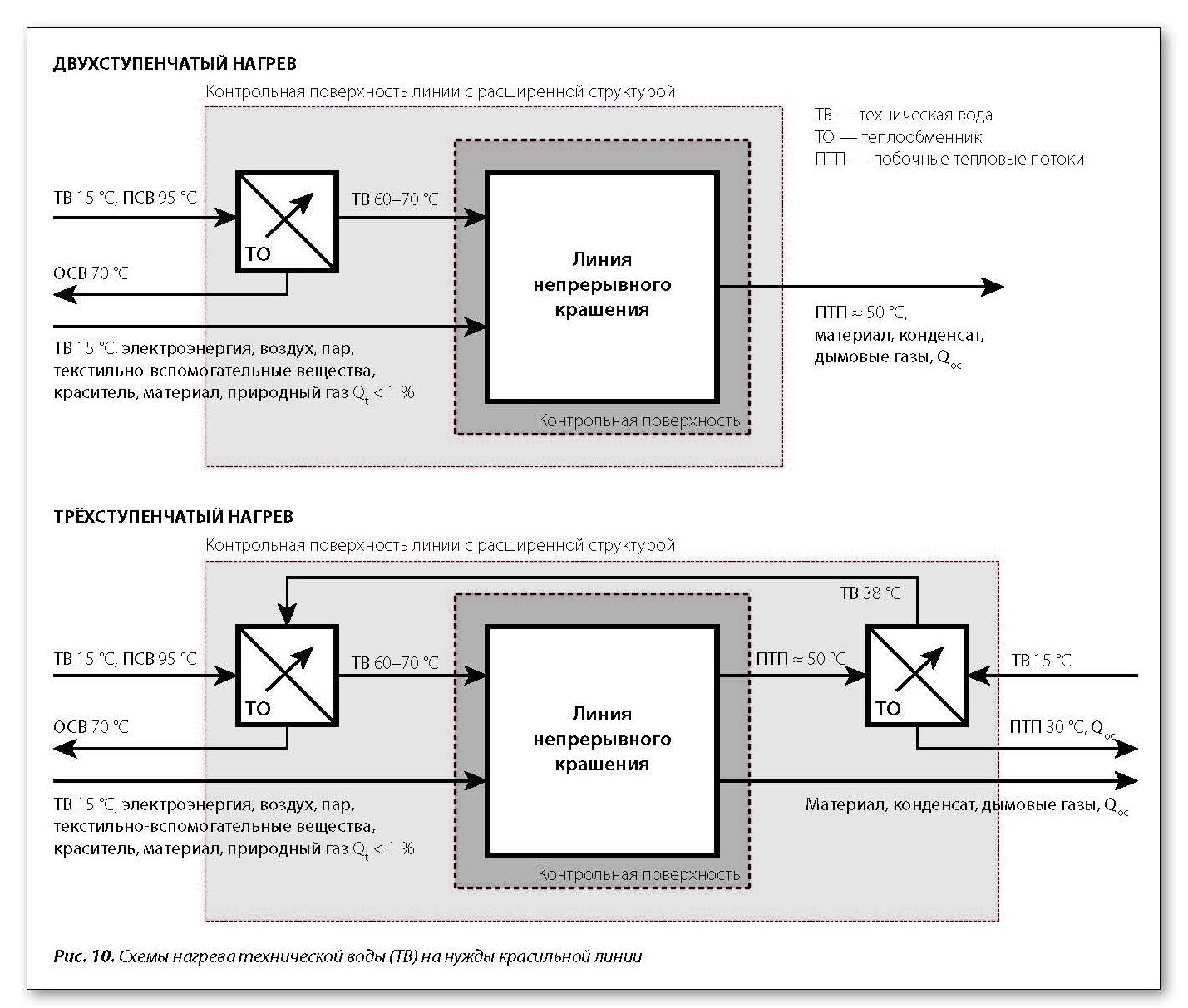
Выводы по данным пинч-анализа и термодинамического анализа совпадают в части определения величины энергосберегающего эффекта для существующего энергообеспечения линии путём простой рекуперации. При этом термодинамическая эффективность линии остаётся невысокой, что указывает на необходимость совершенствования энергообеспечения данной теплотехнологии. Одним из шагов в повышении термодинамической эффективностиможет быть переход от 1-ступенчатого нагрева потоков линии за счёт пара к 2-ступенчатому, когда пар используется во второй ступени, а низкотемпературная первая ступень обогревается водяным теплоносителем. Возможен и 3-ступенчатый нагрев потоков, когда низкотемпературная ступень нагрева имеет два теплоносителя: побочный поток отработанного раствора и внешний поток водяного теплоносителя более высокой температуры (рис. 10). Результаты термодинамического анализа некоторых схем из имеющегося многообразия вариантов приведены в табл. 4.
Принятый в расчётах удельный расход условного топлива:
- на нагрев сетевой воды — 0,0382 т/ГДж (0,160 т/Гкал);
- на производство пара 0,5 МПа — 0,0418 т/ГДж (0,175 т/Гкал).
При подобной модернизации существующих производств в качестве серьёзных ограничивающих факторов выступают сложившиеся компоновочные решения, когда нет возможности размещения дополнительного оборудования на имеющейся производственной площадке. В этом контексте проблема практически решается, если использовать современное, эффективное теплообменное обрудование, в том числе отечественное, допускающее размещение теплообменников непосредственно в составе теплопроводов на стене, эстакаде, корпусе другого оборудования и пр.
Выводы:
Впервые проведённый глубокий всесторонний термодинамический анализ эффективности энергопотребления технологическим оборудованием крашения на базе пинчанализа и эксергетического метода, направленный на совершенствование и снижение энергоёмкости продукции, позволил не только выработать рекомендации по экономии энергии, но и показал неоправданно большую энергоёмкость всей технологии крашения и обработки текстильных материалов.
Анализ системы энергообеспечения линии непрерывного крашения и вариантов её модернизации показывает:
1) совершенствование энергообеспечения существующих линий необходимо и возможно;
2) переход к многоступенчатому нагреву технологического раствора с привлечением предварительного нагрева за счёт водяного теплоносителя даёт наибольший энергетический и термодинамический эффект (табл. 2, 4);
3) в контексте полученных результатов необходимо рассмотреть возможное развитие структуры системы энергообеспечения линии путём введения в её состав абсорбционных бромистолитиевых тепловых насосов (АБТН), позволяющих утилизировать низкотемпературные тепловые побочные потоки технологии. При этом возможны различные схемы интеграции, а также внутреннее и внешнее использование потоков от АБТН.
1Пинч-анализ (англ. pinch — сжатие, сужение) методология минимизации потребления энергии путём рекуперации теплоты в системе в соответствии с методом подвода энергии и условиями эксплуатации. Исходные данные для процесса представляются в виде набора энергетических потоков и зависимостей тепловой мощности (кВт) от температуры (°С) потоков. Эти данные объединяются для всех потоков системы, чтобы получить композитные кривые, одну для всех горячих потоков (отдающих теплоту процессов) и одну для всех холодных потоков (потребляющих теплоту процессов). Точка наибольшего сближения горячей и холодной композитных кривых — это пинч-температура (пинч-точка, или просто пинч), является характерной точкой отсчёта, на базе которой определяется энергосберегающий потенциал тепловой рекуперации в системе.
Литература
1. Романюк, В. Н. Эксергия текстильных материалов / В. Н. Романюк, Д. Б. Муслина // Известия высших учебных заведений и энергетических объединений СНГ. Энергетика: международный научнотехнический журнал. — 2015. — № 3. — С. 46–59.
2. Романюк, В. Н. Прогнозирование объёмов производства предприятий лёгкой промышленности для определения их потребности в энергоресурсах (Часть 1) / В. Н. Романюк, Д. Б. Муслина // Наука и техника : международный научнотехнический журнал. — 2015. — № 4. — С. 67–74.
3. Романюк, В. Н. Прогнозирование объёмов производства предприятий лёгкой промышленности для определения их потребности в энергоресурсах (Часть 2) / В. Н. Романюк, Д. Б. Муслина // Наука и техника : международный научнотехнический журнал. — 2015. — № 5. — С. 63–75.
4. Бродянский В. М. Принципы определения КПД технических систем преобразования энергии и вещества / В. М. Бродянский, М. В. Сорин // Изв. вузов. Сер. Энергетика. — 1985. — № 1. — С.60–65.
5. Сорин М. В. Методика однозначного определения эксергетического КПД технических систем преобразования энергии и вещества / М. В. Сорин, В. М. Бродянский // Изв. вузов. Сер. Энергетика. — 1985. — № 3. — С.78–88.
6. Kemp, Ian C. Pinch Analysis and Process Integration : A User Guide on Process Integration for the Efficient Use of Energy / Ian C. Kemp. — 4th. ed. — Elsevier Science, 2007. — 415 с.
7. Бродянский, В. М. Эксергетический метод термодинамического анализа / В. М. Бродянский. — М.: Энергия, 1973. — 296 с.
8. Сажин, Б. С. Эксергетический анализ работы промышленных установок / Б. С. Сажин, А. П. Булеков, В. Б. Сажин; под ред. Б. С. Сажина. — М.: МГТУ, 2000. — 297 с.
9. Dincer, I. Exergy, Second Edition: Energy, Environment and Sustainable Development / I. Dincer, M. A. Rosen / — 2nd. ed. — Elsevier Science, 2012. — 576 p.
10. Бродянский, В. М. Эксергетический метод и его приложения / В. М. Бродянский, В. Фратшер, К. Михалек; под ред. В. М. Бродянского. — М.: Энергоатомиздат, 1998. — 288 с.
11. Романюк, В. Н. Интенсивное энергосбережение в теплотехнологических системах промышленного производства строительных материалов: дис. докт. техн. наук: 05.14.2004 / В. Н. Романюк; БНТУ. — Мн., 2010. — 365 с.